UVA air-driven grinding spindle
Operating manual
MAKING READY FOR A NEW JOB
2.Set operating switch 12 on "OFF". Figs.1 and 3.
3.Open shut-off valve 5, Fig.8A.
4.Set the operating switch on "GRIND". This will give a speed of about 60,000 rpm.
5.Obtain the desired speed by adjusting knob 10.
6.Release locking ring 22 by slackening stop screw. Bring ring up against knob 10 and tighten screw. The ring now prevents the spindle from being revved above the set value.
7.Stop the spindle by turning the operating switch to "BRAKE". When completely still, turn the switch to "OFF".
8.Set up the quill and grinding wheel or collet chuck and mounted point, as the case may be.
9.Check the out-of-true close to the wheel, making sure it does not exceed .006 in. (0.015 mm).
10.True the wheel at approx. half working speed until a smooth face is achieved. Low speed is obtained by setting the operating switch on the BLACK ARC section of the dial.
11.Set operating switch on "GRIND" and complete the truing operation at working speed. Subsequent truings are to be carried out at working speed.
NOTE.
When changing to a new wheel to be used at the same speed as the old one, disregard knob 10. Switch 12 will provide all necessary control.
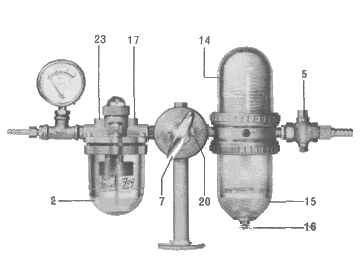
Fig.8. Control Unit